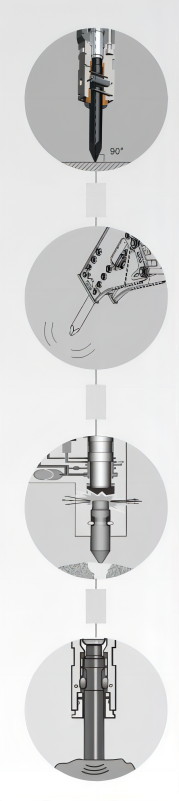
Arbeitswinkel
Es ist äußerst wichtig, den korrekten Arbeitswinkel von 90° zur Arbeitsfläche einzuhalten. Andernfalls verkürzt sich die Werkzeugstandzeit, und es kommt zu negativen Auswirkungen auf die Anlage, wie z. B. hohem Anpressdruck zwischen Werkzeug und Buchsen, Oberflächenverschleiß und Werkzeugbruch.
Schmierung
Das Werkzeug/die Buchse muss regelmäßig geschmiert werden. Bitte verwenden Sie hierfür ein hochwertiges Hochtemperatur-/Hochdruckfett. Dieses Fett schützt die Werkzeuge vor extremen Belastungen, die durch falsche Arbeitswinkel, Hebelwirkung, übermäßige Biegung usw. entstehen.
Platzpatronen
Wenn das Werkzeug keinen oder nur teilweisen Kontakt zur Werkstückoberfläche hat, führt der Einsatz des Hammers zu starkem Verschleiß und Beschädigungen der Teile. Denn das auf den Sicherungsstift herabgeschlagene Werkzeug zerstört den oberen, flachen Radiusbereich des Sicherungsstifts und den Sicherungsstift selbst.
Werkzeuge sollten regelmäßig, etwa alle 30–50 Betriebsstunden, überprüft und beschädigte Stellen ausgeschliffen werden. Prüfen Sie bei dieser Gelegenheit auch die Werkzeugbuchsen auf Verschleiß und Beschädigungen und tauschen Sie diese gegebenenfalls aus oder überholen Sie sie.
Überhitzung
Schlagen Sie nicht länger als 10–15 Sekunden auf dieselbe Stelle. Zu langes Schlagen kann zu übermäßiger Hitzeentwicklung am Werkstück führen und eine pilzförmige Beschädigung verursachen.
Aufbereitung
Normalerweise muss der Meißel nicht nachbearbeitet werden. Verliert er jedoch seine Form am Arbeitsende, kann dies zu hohen Spannungen im gesamten Werkzeug und Hammer führen. Eine Nachbearbeitung durch Fräsen oder Drehen wird empfohlen. Schweißen oder Brennschneiden wird nicht empfohlen.